



鉄リサイクルの流れ
鉄スクラップ加工
プレス(圧縮)加工

空き缶や新断くず(薄板を向上などで切り抜いた後の端切れ)など、薄い材料でできていて、空間の多い形の鉄スクラップを形に入れて圧縮し、箱型にまとめる加工法です。
シャーリング(切断)加工

パイプや建材など、厚みがあり長い素材を一定の長さに切断する(切る)加工法です。プレスシャーリング(圧縮切断機)による加工が一般的です。
この場合、素材をいったんプレス(圧縮してまとめた)うえで、切断用の刃の下に送り出して切断します。
シュレッダー(破砕)加工

自動車や家電製品など、非鉄筋属(鉄以外の金属や非金属)プラスチック・ゴムなど金属以外のものが多く含まれたものを処理する方法です。
シュレッダー装置の高速で回転する円筒型のドラムに取り付けられたハンマー(刃の1種)で材料を細かく破砕(砕く)して鉄・非鉄金属・非金属に分類します。
非鉄金属は、さらに銅・アルミなどに分類され、リサイクルされます。また非金属はダスト(ゴミ)として処分されます。


鉄鋼メーカーでの製鋼・圧延・出荷の流れ
鉄スクラップを原料としてスクラップヤードに受け入れます。
そのスクラップヤードで、原料の配合を行います。
そのスクラップヤードで、原料の配合を行います。
電気炉の主流はアーク炉と呼ばれるもので、電極間にアークをとばし、その熱でスクラップを溶かし、酸化精錬、還元精錬を行い鋼にする仕組みです。

徹底的に成分調整を行う二次精錬というプロセスが、不可欠になっています。電気炉から取鍋に移された溶鋼をさらに別の炉に入れて精錬が行われます。

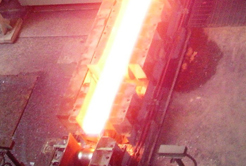
精錬された溶鋼は、タンディッシュに移された後、筒状のモールド(鋳型)に流し込まれて下降していきます。
モールドは常時スプレー水によって冷却されており、溶綱は周囲から徐々に固まっていきます。
モールドは常時スプレー水によって冷却されており、溶綱は周囲から徐々に固まっていきます。

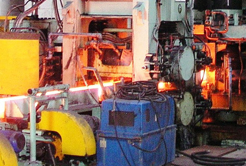
加熱炉で圧延可能な温度(1000℃以上)まで加熱され、圧延ラインに送り込まれます。
加熱された鉄を2本のロールの間に通し、圧力を加えて延ばしながら形状を整える工程が圧延です。

検査をクリアした製品は、定尺に自動切断・結束され、長さ・サイズ(太さ)別に倉庫に並べられ、その後出荷されます。